
")
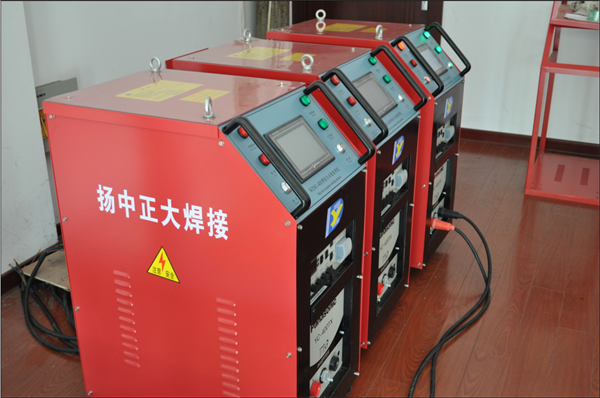
松下電源控制柜WZM2-400(水箱一體式控制柜)
企業擁有通用設備30多臺套及檢測設備20余臺套,是集科研、開發、制造、加工、檢測調試和安裝服務為一體的綜合性企業。
所屬分類:
關鍵詞:自動焊機,深孔焊機,管板焊機
客戶服務熱線:0511-88212906
詳細介紹
1、 設備概述
本焊接設備是根據國內各換熱器、壓力容器、鍋爐等生產廠家的實際工況而研制的管—板自動數控脈沖氬弧焊接專機。
該設備配備專用操作機架、松下400A焊機、采用西門子中央處理器、PLC控制、通過彩色觸摸屏操作,觸摸屏采用30°傾斜角設計。配用專用的焊接機頭完成管頭與管板的自動焊接。電源與電氣部分模塊化設計,維護方便簡捷,使用安全可靠。本機型完全拋棄原315C管板焊機重新設計制造完成,自2009年投放市場,深受新老客戶的歡迎。
2、 主要功能及使用對象
該機主要用于管板與管頭的自動焊接。可適用外角焊、平焊,內縮焊。可送絲或不送絲,采用氬弧焊。焊接材料為碳鋼、不銹鋼、鈦及鈦合金、紫銅及Cr-Mo鋼、鎳合金材料。
3、 使用環境要求
| 項目 | 指標 |
| 三相交流電源 | 380V(±10 %) 50Hz/60Hz±1% |
| 單相交流電源 | 220V(±10%) 50Hz/60Hz±1% |
| 環境溫度 | -8℃—50℃ |
| 濕度 | ≤90℃ |
| 海拔 | <2500m |
4、 設備的組成
4.1 設備由以下幾部分組成:
(1) 自動焊接機械系統(操作架);
(2) 焊接電源系統;
(3) 自動控制系統;
(4) 冷卻系統;
(5) 輔助系統;
4.2 組成內容數量
(1) 專用操作架壹套;
(2) 焊接電源:松下焊機壹臺(與數控系統組成一體化);
(3) 自動控制系統一套(電腦數字控制柜);
(4) 專用機頭壹只;
(5) 遙控裝置壹套;
(6) 控制連線壹套;
(7) 冷卻裝置壹套;
(8) 其他輔助材料壹套;
5 設備的結構
5.1 專用焊接操作架:

該操作架采用龍門式結構,可實現左右平穩移動、上下升降運動、前后微調移動。配合專門的三維調節機構,保證專用機頭的中心與管頭中心同心度,以防管頭焊偏。
機架采用新型直線滑軌,滑塊為韓國制造,運行平穩,使用壽命長。軌道采用高碳鋼,精磨鍍鉻處理,可實現左右、上下移動、俯角、仰角及前后微動(前后移動采用斜齒條,有效保證移動時輕松自如)。機架立柱、橫梁及三維調節采用方形鋼結構,具有優良的鋼性。三維調節安裝在立柱上,可沿立柱上下移動、立柱與橫梁水平方向移動,配有平衡裝置并防止上下墜落。各移動方向均有阻尼調節裝置。
機架底部配有四只滾輪,可實現機架的任意方向的移動,每個調節方向上裝有手輪,方便操作人員使用。
| 技術數據 | ||
| 移動距離 | X方向 | 1800mm |
| Y方向 | 1600mm | |
| Z方向 | 50mm | |
| 最小離地距離 | 500mm | |
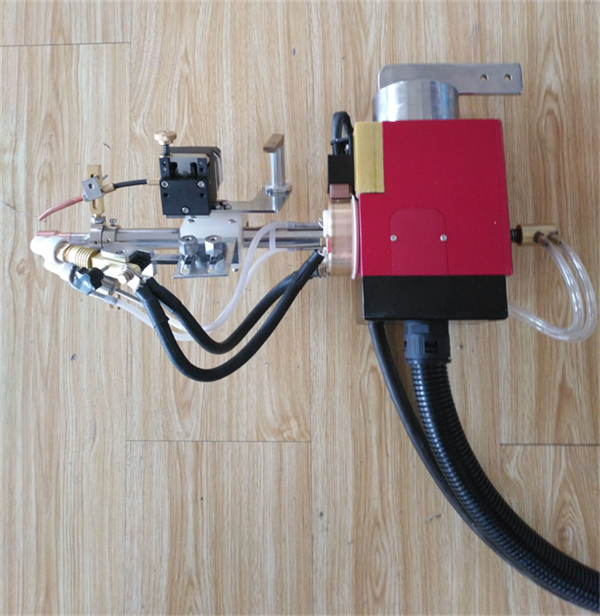
5.2焊接專用機頭
機頭由旋轉機構、送絲機構、主軸、冷卻機構、機箱、鎢極裝置、定芯桿、連接電纜等組成。航空插頭選用軍工產品。機頭可在水平位置作360°旋轉,以方便更換鎢極。每焊完一只管頭后機頭將自動復位(回轉),回轉角度可在0—30°范圍內按檔設置,可適當提高焊接速度,減輕勞動強度。
5.2.1焊接機頭可在360℃工件預熱工況下工作,具有耐高溫性;焊接電纜采用雙線,大電刷結構,導電滑環與機體絕緣,連續大電流工作時溫升小于10℃;
弧焊電源具有數字式(電流)、電壓顯示功能;
觸摸屏選用7英寸彩色屏;
焊接控制系統根據工藝要求可選擇焊接方式:
焊一層,不填絲自熔;
焊一層,填絲;
焊二層,第一層不填絲,第二層填絲;
焊二層,均填絲;
焊絲焊接完成后具有回抽動能;
焊機具有密碼鎖鍵功能,非專用操作人員無權開啟焊機;
本焊機可選配專用機頭作為深孔焊接設備配套使用。
焊接在360°范圍內分8段分別控制基值電流,峰值電流并與旋轉送絲等參數匹配;(自調設定)
5.2.2旋轉機構
由行星減速機構(上海某軍工廠制造)、步進電機(江蘇常州產)和傳動齒輪一套組成。通過導電盤將電流傳遞到鎢極,保證焊接時電纜不纏繞。

5.2.3送絲機構
由行星減速機、送絲機構、步進電機及輔助機構組成。
| 項目 | 參數 |
| 送絲速度 | 可在20—2500mm/min間設定 |
| 送絲直徑 | Φ1.0mm Φ0.9mm Φ0.8mm |
| 送絲載重 | 1.0kg |
5.2.4焊炬、鎢極裝置
焊炬采用氣冷方式,可焊鈦、不銹鋼、鎳基材料,焊接方式為:送絲、不送絲(自溶)、平焊及外角焊。鎢極、焊絲及工件之間的相對位置可調整。焊接過程中可調節鎢極角度。
焊接鎢棒直徑為Φ2.4mm(可選用Φ3.0mm)
5.2.5主軸
主軸內裝有四只滑環,為送絲電機供電。采用碳刷裝置導電,保證送絲機構電纜不纏繞。同時主軸由旋轉電機帶動轉動,通過中心棒連接焊炬作圓周運動,可作正反向轉動。
5.2.6中心桿及冷卻裝置
中心桿主要用于固定送絲機構及焊炬,中心桿采用內循環水強冷裝置,保證定位頭與管頭不焊熔。
5.2.7遙控盒
遙控盒固定于機架調節裝置上,隨機頭上下、左右移動。根據管子規格和焊縫質量要求能從遙控器上(或焊接電源控制柜)選擇相應的焊接程序。遙控盒上有檢測氣體、焊接啟動、停止、急停、機頭正反轉、送絲正反等選擇按鈕。
5.3冷卻裝置
由耐溫水泵與水箱組成。水泵由上海制造,水箱為不銹鋼制作,水泵耐溫度80℃。冷卻水要求中性清水,寒冷季節應該加注防冷液,以防水泵及管道凍裂。冷卻水流量大于500ml/min .
6、焊接電源
選用松下專用數控氬弧焊機,起弧容易,電弧穩定,使用壽命長,工作可靠。
| 項目 | 參數 |
| 輸入電源 | 三相四線380V±10% |
| 額定輸出容量 | 13.9KVA |
| 額定輸入電流 | 19A |
| 額定空載電壓 | 73V |
| 額定工作電流 | 400A |
| 電流調節范圍 | 4-400A |
| 額定負載特續率 | 60% |
| 脈沖寬度調節范圍 | 10-90% |
| 脈沖頻率調節范圍 | 0.2-10 1/S |
| 脈沖電流波形 | 方波 |
| 電流衰減時間調節范圍 | >30 S |
| 焊炬轉速 | 0.2-5 r/min |
| 焊絲饋送速度范圍 | 0-2500mm/min |
| 焊接范圍 | φ10—φ80 |
| 氬氣流量 | <15 L/min(根據現場情況選定) |
7、接控制系統
該焊接控制系統是我廠專業技術人員精心設計開發的自動控制操作軟件系統,采用PLC控制器,設備的供電系統在380V±10%,50HZ±1% 的電壓下長期穩定運行,并有故障顯示(紅色指示燈亮啟)功能。
PLC可編程控制系統采用西門子品牌,結合我廠自主開發控制軟件實現系統的邏輯控制。該控制器體積小,響應速度快,抗干擾能力強、高性能、儲備容量大,可儲存100套焊接工藝程序。我們已經根據用戶的實際使用情況,按照不同焊接方式,焊接材料等工況儲存了三十多個焊接工藝,用戶只需調出內容即可立即使用。如果用戶需要可修改相應參數以滿足焊接工藝要求。工藝的輸入與修改是通過七英寸摸屏實現的(觸摸屏為彩色)。各焊接參數可實時監控,焊接位置動態顯示。顯示為全中文內容,人機界面對話。電氣組件(繼電器、變壓器、開關電源、電機驅動器、信號燈、按鈕)均選用品牌產品,使控制系統的可靠性和壽命大為提高。控制系與焊接電源采用一體化控制設計,減小了設備的體積與重量。控制按鈕、開關位置具有燈光顯示與漢字標識。

PLC具有保護電路,整個電路采用模塊化設計,方便安裝與維護,電路簡晰。電纜連接線均使用銅芯電纜并具有屏蔽功能。
控制系統具有本控和遙控功能。遙控采用遙控盒實現。為防止誤操遙控盒設有停止與急停功能。
8、主要外購件
| 序號 | 名稱 | 品牌 | 產地 |
| A | PLC | 西門子 | 德國公司 |
| B | 顯示屏 | 威輪 | 臺灣 |
| C | 電源開關 | 明偉 | 臺灣 |
| D | 驅動器 | 明偉 | 臺灣 |
| E | 焊接電源 | 松下 | 唐山 |
9、技術服務
1.負責設備的現場安裝、調試。
2.負責設備操作人員的培訓及簡單維護知識的培訓。
3.質保期壹年。終身服務。(不包含耗材)
10、特別說明
該設備如配深孔管板焊機專用機頭可作空冷器的深孔管板自動焊機,并可延伸為深孔管內壁焊設備(需另配專用機頭及輔件)。
11、隨機技術資料
使用說明書2本、合格證1張、電路圖2張。
提供整機電氣原理圖、電路圖、梯形圖等相關元器件資料。
提供松下電源說明書 。
12、對工件的一般要求
1、焊機應置于無振動源及腐蝕性氣體、漏雨水的室內。
2、焊接前應做好管—板的清潔工作,包括去毛刺、去油污、水及氧化鈹。
3、焊接鈦、不銹鋼材料時現場應無塵無風,并做必要的保護。
4、管頭焊接方式要求:平焊時管頭留出管板長度以0.5-1.5mm為佳,角焊時管頭留出管板長度以4.5±0.5mm為佳,建議管板倒角:1×45°(2×45°)或0.5×45°。
管頭伸出管板長度應均勻一致,以保證焊接成型美觀。
5、氬氣純度為99.99%,流量可根據實際情況調節。
6、操作人員應相對穩定,并具有一定責任心。
13、遙控盒
1、緊急停焊按鈕:通常是不使用的,當按下此按鈕后主電源被切斷,電弧息滅,旋轉和送絲停止。
2、停止按鈕:在運行時需中斷焊接時按此鈕,如修補部份焊縫時,按下此按鈕后送絲停止,電流開始衰減,進入停焊狀態。平時正常焊接完后會自動停止。
3、點動選擇開關及“+”“—”按鈕:點動部份是為焊接前的準備工作及維修方便而設置的。當點動選擇開關置于氬氣位置時,按下“+”按鈕后氬氣電磁閥接通,按下“—”按鈕后氬氣電磁閥斷開;當點動選擇開關置于旋轉位置時,按下“+”按鈕后機頭正轉,按下“—”按鈕后機頭反轉;當點動選擇開關置于送絲位置時,按下“+”按鈕送絲,按下“—”按鈕退絲;當點動選擇開關置于焊接位置時,此時才可以按啟動按鈕啟動程序,進行焊接。
4、焊接啟動按鈕,按下此鈕開始焊接。
5、焊接方式選擇開關,共有四檔位置,
1.) 焊一層,不加絲;
2.)焊一層,加絲;
3.) 焊兩層,第一層不加絲,第二層加絲;
4.) 焊兩層都加絲。
下一個:
熱銷產品

機頭
焊接現場
焊接成品
焊接現場
焊接成品
焊接現場
焊接現場
焊接現場
焊接成品
焊接現場
留言咨詢
管板焊接設備專業生產廠家
移動端訪問