

德國焊機WZM3-400
企業擁有通用設備30多臺套及檢測設備20余臺套,是集科研、開發、制造、加工、檢測調試和安裝服務為一體的綜合性企業。
所屬分類:
關鍵詞:自動焊機,深孔焊機,管板焊機
客戶服務熱線:0511-88212906
詳細介紹
一. 管板焊接概述
1. 可焊工件情況:
1.1. 管子直徑: 標配范圍Φ19-Φ60mm(超出φ60以上加大光碼盤和大燕尾槽,收取非標改裝成本費)
1.2. 管子厚度: 2-5mm;
1.3. 管子材質: 不銹鋼, 碳鋼等
1.4. 管橋: >8mm
2. 焊接情況:
2.1. 焊接姿態:全位置焊接;
2.2. 焊接形式:管伸出、管平頭;
2.3. 換熱管中心距、換熱管的管板管孔及允許偏差應符合GB151-1999要求
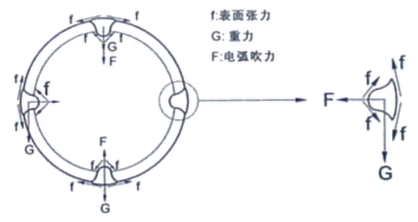
3. 全位置焊的特點:
焊接過程中熔池受力如下圖所示。熔池在整個焊接過程中受到3種力:重力、表面張力和電弧吹力,但在不同的焊接位置只有重力方向相同,其它2種力的方向始終在變化,所以全位置焊接過程中受力很復雜,在不同的位置需要分成若干個區間來設置不同的焊接參數,以滿足焊接要求。
4. 焊前清理及要求
4.1焊前清理及要求焊接前用專用工具把管端外面拋光20mm, 露出金屬本色;管板表面除銹
4.2為了便于定位器定位,管孔內要去除毛刺
4.3用丙酮或酒精清洗工件表面油污.
4.4工件點焊用手工氬弧焊不加絲,焊點要焊在坡口里面.勿將管口焊破.
4.5如果是先漲后焊工序的,在漲管時不能使用油脂類等潤滑劑
4.6焊接角焊縫時,管子伸出范圍:3-5mm
4.7無特殊要求時,推薦使用標準的99.99%的氬氣
4.8氬氣流量無特殊工藝要求時控制在5~8L/min
4.9管子與板子的裝配間隙應均勻,單邊間隙應控制在0.5mm以內
二. 管板焊接設備介紹
2.1 GTW 400程控焊接電源
2.1.1電源概述
GTW 400 程控焊接電源由控制系統、德國EWM逆變機芯、冷卻水箱構成。設備具有數字化、易操作、可靠性等特點。
● 設備采用西門子PLC控制平臺,專為工業而設計,對各種輸出及采樣信號進行高分辨率控制
● 進口400A逆變機芯,可靠的硬件,保證焊接重復性
● 7吋人機界面,內置系統參數,使編程變的簡單
● 中文界面,只需有基本焊工基礎即可勝任操作
● 實時顯示焊接電壓、焊接電流、焊接行程,實現自動衰減。
● 故障自動診斷功能,顯示出錯代碼
● 模塊化設計,便于維護與保養
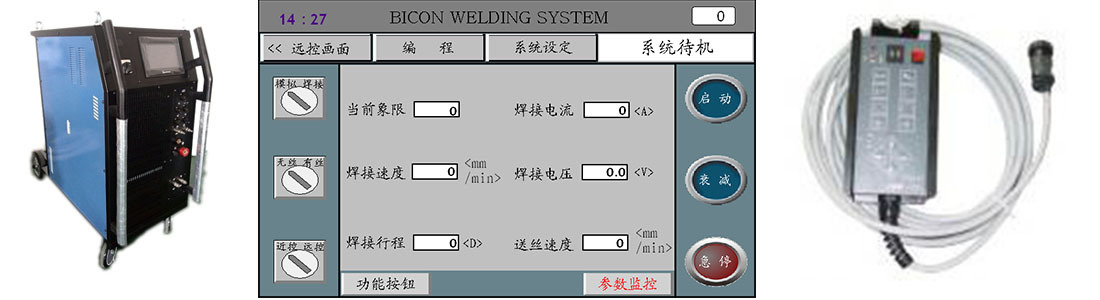
2.1.2控制面板
全中文界面觸摸屏面板,所有參數直觀表現,調節工藝簡單方便
2.1.3 遙控器
● 程序選擇
在起焊之前,利用線控器上撥碼開關,調用程序(0~50個程序)。
● 模擬焊接
檢查某一程序是否用于被焊工件,程序設定的所有功能重現,只是除去有關電流和弧長自控功能,并關閉氣路以減少氣耗,當線控器上選擇開關處在“模擬”檔時,按“啟動”開關,即可實現模擬過程。
● 開始焊接
當線控器上選擇開關處在“焊接”位置時,按動“啟動”開關,即可啟動焊接過程,如設定焊接行程,可自動實現焊接電流衰減熄弧。
● 調整焊槍位置
在開焊之前采用線控器對鎢極進行精確定位,如程序中打開“碰工件”功能時,還可實現焊接前鎢極自動提升到所設定值才高頻引弧,實現焊接過程。
● 送絲的設定
線控器上有兩只按鈕用于焊絲的設定,一只為點動送絲,一只為焊絲回抽,這一功能可實現焊絲的快速和精確定位。
● 焊接過程中參數的修改
在焊接過程中可通過線控器修改參數值,在各個區段中下列參數值可修改:
--焊接電流
--旋轉速度
--送絲速度
--橫向偏差
--弧長電壓
增量大小可在編程時設定,在每一次焊接周期中,通過線控器進行的參數修改只能影響本次焊接周期的各個參數,焊接周期執行完成后,參數值恢復為原值。
2.1.4 技術參數
| 電源類型 | 逆變 |
| 焊接電源 | 5~400A |
| 暫載率(40℃) | 400A 60% |
| 310A 100% | |
| 空載電壓 | 78V |
| 輸入電壓 | 380V±10% 50/60 Hz |
| 功率 | 21.5KVA |
| 焊槍冷卻 | 外置循環水冷 |
| 顯示 |
7吋觸摸屏 |
| 控制功能 | 直流/脈沖電流 |
| 旋轉運動 | |
| 送絲運動 | |
| 保護氣控制 | |
| 弧長控制 | |
| 橫擺控制 | |
| 顯示 | 數字顯示 |
| 可存貯程序 | 50個 |
| 外形尺寸 | 625×335×560mm |
| 重量 | 96kg |
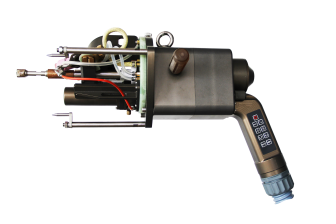
2.2 GT80管板焊頭
2.2.1焊槍概述
本機是專為管子/管板全自動TIG焊接設計的專用機頭,適應一般管板形式的自動化焊接。可焊接碳鋼、不銹鋼等各種管子/管板接頭型式,包括平齊端接,伸出角接。管子直徑范圍Φ19~80mm,可選擇采用自熔、填絲或是先自熔后填絲等焊接工藝,快捷、省力。機頭的驅動采用進口的空心杯直流伺服電機,在轉速范圍內無級調速。所有的水、電、氣的管、線均無纏繞。
該機頭與本公司生產的GTW 400 型全位置程控焊接電源組成完整的管/板自動焊接系統,可實現全位置TIG管/板焊接,達到理想的焊接效果,可得到高重現性。
主要結構
|
GT 80管板全自動TIG焊接機頭主要分為六大部分: ● 動力驅動部分 ● 氣動夾緊部分 ● 弧長控制部分 ● 槍頭部分 ● 送絲部分 ● 手柄、電纜部分 |
 |
2.2.2 主要技術參數
| 項目 | 技術參數 |
| 管板連接形式 | 管伸出、管平齊 |
| 主配電源 | GTW 400型全位置程控電源 |
| 焊槍旋轉速度 | 0.37~7.39rpm |
| 弧長調節間距 | 20mm |
| 焊炬傾斜角度 | -10º~30º可調 (本機頭只允許用正角度) |
| 最大焊接電流 | 300A |
| 機頭代碼 R | 25 |
| 特別系數 C | 43 |
| 最大送絲速度 | 2200mm/min |
| 焊絲直徑 | 0.8mm、1.0mm |
| 焊接保護氣體 | 氬氣 |
| 冷卻方式 | 水冷 |
| 冷卻水流量 | ≥450ml/min |
| 可焊管子直徑 | fΦ19~60mm(特殊規格另議) |
| 重 量 | 13kg |
| 額定焊接電流 300A時 | 額定負載持續率 70% |
| 外形尺寸 | 545×292×509mm |
2.2.3 設備特點
本自動焊機頭是主要為換熱器管板自動焊接而研發生產的最新一代產品。其主要性能特點如下:
● 機頭率先采用Φ1.0焊絲及氣動夾緊定位方式,使機頭能夠牢牢地定位在管板上,無需人干預,真正意義上淡化了焊工操作技能;
● 機頭具有弧長控制裝置,通過該裝置上的捏手來調節弧長;
● 槍頭采用水冷TIG焊槍的標準結構形式,更換或調整鎢極方便快捷.鎢極可選用Φ2.4或Φ3.2的鎢棒.配標準的陶瓷噴嘴和分流器;
● 本機自帶一體式送絲機配1.0kg絲盤,送絲無纏繞;
● 手柄上配備操作按鈕,符合人體學設計;
● 焊接效率高是普通管板焊接效率的1.5~1.8倍;
● 機頭與本公司生產的GTW 400型全位置程控焊接電源組成完整的管/板自動焊接系統,可實現全位置TIG管/板焊接,達到理想的焊接效果,可得到高重現性;
● 一組5米長連接機頭和焊接電源的纜線和水、氣管,外面套有耐壓硬性軟電纜套管。用戶可根據實際需要定制電纜線長度,纜線加長規格為3m、6m、9m、12m四種;
● 本機頭與15kg平衡器配合使用;
● 在焊接管徑小于φ32的情況下,可配合使用龍門架TWF 1。
2.2.4 應用范圍
● 鍋爐
● 化工
● 熱交換
● 空調
● 電建
2.3 操作龍門架
2.3.1操作龍門架概述
操作龍門架是專門為管板焊槍在使用過程中操作而設計的機械機構,主要是通過操作可以控制管板焊槍的位置,通過三軸快速移動并一鍵式氣動鎖緊,配合定位器能夠快速準確的找到管子的中心,并平穩的進行焊接,主要與GT80焊槍(定位器結構)配套使用。適合焊接小型換熱器的小型管板結構形勢。
2.3.2詳細參數及技術規范
| 可焊管距離底面最小距離 | 600(mm) |  |
| 水平移動距離(mm) | 1500 | |
| 上下移動距離(mm) | 1000 | |
| 前后移動距離(mm) | 450 | |
| 重量kg | 230 | |
| 外形尺寸(mm) | 2080×1010×1850 |
2.4平衡器(管板焊機選配件)
2.4.1性能特點
吊掛焊槍槍頭,移動快捷方便,負荷可調,達到最佳操作狀態
2.4.2技術參數
負荷9 ~ 15 KG
行程2M
自重3.8KG
附表1
管板機頭進口部件清單
| 序號 | 名稱 | 產地 | 備注 |
| 1 | 旋轉電機 | 瑞士 | |
| 2 | 氣水管接頭 | 德國 | |
| 3 | 氣水管 | 德國 | |
| 4 | 同軸電纜及控制電纜 | 德國 | |
| 5 | 送絲電機 | 瑞士 | |
| 6 | 弧長電機 | 日本 |
上一個:
熱銷產品

機頭
焊接現場
焊接成品
焊接現場
焊接成品
焊接現場
焊接現場
焊接現場
焊接成品
焊接現場
留言咨詢
管板焊接設備專業生產廠家
移動端訪問